การบำรุงรักษาด้วยตนเอง AM :Autonomous Maintenance / Jishu HOZEN
What is AM?
AM ย่อมาจาก Autonomous Maintenance หรือ การบำรุงรักษาด้วยตนเอง ภาษาญี่ปุ่นเรียกว่า Jishu HOZEN เป้นการบำรุงรักษาด้วยตนเองโดยพนักงานเดินเครื่องนั้นๆเป็นผู้รับผิดชอบ AM Pillar เป็นเสา/หลักอย่างหนึ่งของระบบ TPM (Total Productive Maintenance) ที่เรียกว่าระบบ การบำรุงรักษาทวีผลแบบทุกคนมีส่วนร่วม สำหรับ AM: Autonomous Maintenance นั้นมีการดำเนินการ 7 ขั้นตอน จะได้กล่าวในลำดับถัดไป
การบำรุงรักษาด้วยตนเอง (AM) มีวัตถุประสงค์ ดังนี้
1) พนักงานของฝ่ายผลิตต้องสามารถรับผิดชอบ ดูแลเครื่องจักรที่ตัวเองเป็นผู้ใช้งานและรับผิดชอบเสมอเหมือนว่าตนเป็นเจ้าของเครื่องจักรนั้น โดยพนักงานมีทักษะที่เข้าใจระบบการทำงาน รวมทั้งกลไกลการทำงานของเครื่องจักร หัวใจสำคัญคือ “ไม่มีใครเข้าใจเครื่องจักรได้ดีเท่ากับผู้ใช้เครื่องจักร”)
2) พนักงานฝ่ายผลิตต้องทำการบำรุงเครื่องจักรขั้นพื้นฐาน เช่น อัจาระบี ขันแน่น ปรับแต่งปรับตั้งเครื่องจักรอย่างถูกวิธี (โดยที่การบำรุงเครื่องจักรนั้น จะไม่ถูกปล่อยให้เป็นหน้าที่ของฝ่ายซ่อมบำรุงแต่เพียงฝ่ายเดียว)
การบำรุงรักาาด้วยตนเองมีเป้าหมาย ดังนี้
- เพื่อการดำรงไว้ซึ่งสภาพพื้นฐาน (basic condition): การบำรุงรักษาประจำวัน (Daily/Time-based maintenance), การทำความสะอาด (Cleaning), การหล่อลื่น (Lubrication), การขันแน่นและปรับแต่ง (Tightening) อย่างถูกต้องและถูกวิธี
2) เพื่อการตรวจสอบประจำวันโดยใช้ประสาทสัมผัสทั้ง 5 (Daily inspection by using 5 senses)
3) เพื่อให้การปฏิบัติงานที่ถูกต้อง การปรับแต่งที่ถูกต้อง การตั้งเครื่องที่ถูกต้อง (Right operation, right adjustment, right setting)
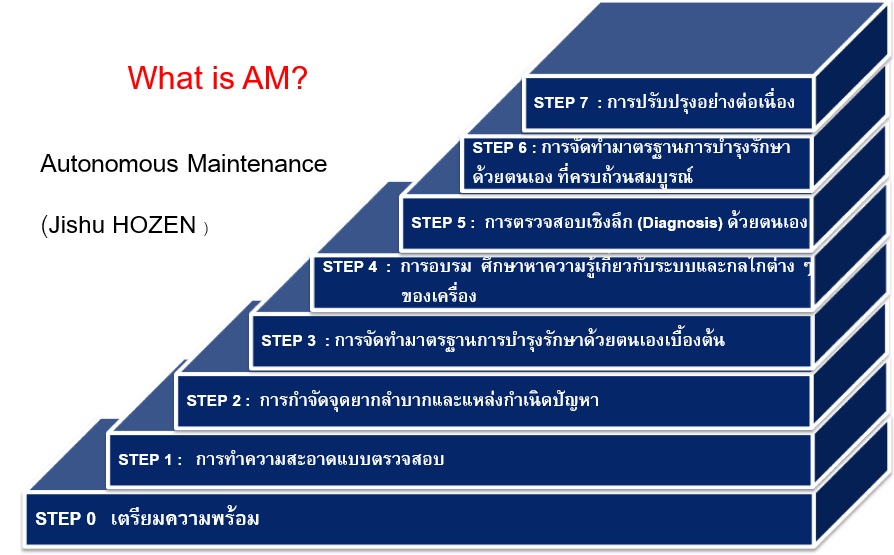
การทำ การบำรุงรักษาด้วยตนเอง (AM) 7 ขั้นตอน
การทำ AM Step 0: เตรียมความพร้อม Preparation โดยมีมีวัตถุประสงค์ เพื่อเตรียมความพร้อมของคนหรือพนักงานให้มีความรู้ที่จะทำตามขั้น (Step) มีความพร้อมด้านความปลอดภัยทั้งสถานที่และอุปกรณ์ต่างๆ รวมถึงจุดอันตรายต่างๆ ต้องถูกระบุให้ครบถ้วน การเตรียมสถานที่ให้มีความพร้อม มีความเป็นระเบียบ สามารถมองเห็นสิ่งผิดปกติได้ง่าย รวมถึงการใช้เครื่องมือ AM 4 อย่าง เพื่อเป็นเครื่องมือในการสื่อสาร ประกอบด้วย
1) กิจกรรมบอร์ด เป็นกิจกรรมการสื่อสารกันในกลุ่มย่อยเพื่อรายงานสถานะหรือความคืบหน้าในการดำเนินกิจกรรม ซึ่งอาจจะประกอบด้วย ชื่อกลุ่ม โครงสร้างกลุ่ม, พื้นที่และเครื่องจักรที่รับผิดชอบ, คำขวัญประจำกลุ่มและการ Boom ก่อน-หลังประชุมกลุ่มย่อย, เป้าหมายประจำกลุ่มย่อย, ใบบันทึกการประชุมกลุ่มย่อย, ความคืบหน้าเช่น กราฟแสดงผลลัทธ์ตามเป้าหมาย, OEE, Downtime ที่กลุ่มเกี่ยวข้อง, แผนในการทำ AM แต่ละสัปดาห์ให้ครบทุกพื้นที่ๆรับผิดชอบ
2) Daily Check ประกอบด้วย: การตรวจสอบ Inspection, การทำความสะอาด Cleaning, การหล่อลื่นLubrication หรือเรียกสั้นๆว่าการทำ CIL โดย Check List ในการตรวจสอบสภาพสถานะความสมบูรณ์ของเครื่องจักร ใน Step นี้ เป็นการตรวจสอบเบื้องต้นของเครื่องจักร ซึ่งสิ่งเหล่านี้เป็นส่วนหนึ่งของการปฏิบัติของพนักงานโดยทั่วไปอยู่แล้ว
3) Shop floor Meeting การประชุมกลุ่มย่อย เป็นการพูดคุยกันภายในกลุ่ม ซึ่งจะประกอบด้วยหัวข้อดังนี้ คุยกันว่าปัญหาอะไรเป็นปัญหาเร่งด่วน ปัญหาอะไรสำคัญที่สุด แล้วถามว่าปัญหานั้นมันเกิดขึ้นได้อย่างไร, จึงคิดว่า จะทำอย่างไรที่จะทำให้ปัญหานั้นหายขาด, คิดหาแนวทางคิดถึงวิธีการแล้วลงมือทันที, หลังจากนั้นจะต้องติดตามการทำตามแผน มีการชี่บ่งจุดที่เกิดปัญหาด้วยการทำสัญญลักษณ์ให้เห็นได้อย่างชัดเจนด้วยการติดและการปลด Tag
4) OPL (One Point Lesson) เป็นการสร้างบทเรียน/ข้อกำหนดที่จำเป็นต้องปฏิบัติ เป็นเทคนิคการถ่ายทอดวิชาการความรู้ อย่างหนึ่ง โดยให้พนักงานที่มีความเชี่ยวชาญในด้านนั้นๆ จัดทำบทเรียนนั้นๆขึ้นด้วยตนเอง แล้วผ่านการอนุมัติจากหัวหน้างาน หลังจากนั้น จึงจะนำบทเรียนนั้นไปสอนเพื่อนคนอื่นๆ ให้ปฏิบัติไปในทิศทางเดียวกันได้อย่างถูกต้อง เพื่อลดความผิดพลาดในการปฏิบัติงาน
การทำ AM Step 1 : การทำความสะอาดแบบตรวจสอบ Inspection Cleaning มีจุดประสงค์ เพื่อทำให้เครื่องจักรต่างๆต้องถูกทำความสะอาด และ จุดบกพร่องต่างๆต้องไม่ถูกละเลย Step นี้ เป็นการค้นหาจุดบกพร่องต่างๆให้พบและครอบคลุมทุกพื้นที่ แล้วทำการแก้ไขจุดพกพร่อง รวมทั้งการค้นพบแหล่งกำเนิดปัญหาและจุดยากลำบาก โดยที่จุดบกพร่องต่างๆเหล่านั้นจะถูกเขียนลงในใบ Tag ซึ่ง Tag สามารถแบ่งออกเป็นประเภทต่างๆเช่น ประเภทที่1) Tagที่พนักงานสามารถแก้ไขได้เอง ประเภทที่2) Tag ที่จำเป็นต้องอาศัยความช่วยเหลือจากช่างซ่อม และ ประเภทที่3) Tag ที่ต้องระมัดระวังซึ่งเกี่ยวข้องกับความปลอดภัย ซึ่งใน Tag นั้น จะมีการระบุประเภทของปัญหาดังนี้
1. ข้อบกพร่องเล็กน้อย (Minor Flaws):สกปรก, ขีดข่วน, โยกเยก, หลวม, ผิดปกติ (เสียงดัง, กลิ่นไหม้, สั่น, ความดัน, กระแสไฟ), เกาะติด, อุดตันและหมักหมม ต่าง ๆ
2. พื้นฐานที่ไม่สมบูรณ์ (Unfulfilled basic): ขาดการหล่อลื่น, น้้ามันสกปรก, ระบบท่อทางหล่อลื่นผิดปกติดน้้ามันผิดชนิด, เกจวัดผิดปกติ, การขันแน่นของ Bolt & Nut ไม่ดี
3. สถานที่ที่ไม่สามารถเข้าถึงได้ (Inaccessible place): เข้าไปทำความสะอาดยาก, ตรวจเช็คยาก, หล่อลื่นยาก, มีฝาปิดไม่สะดวกในการเดินเครื่อง และปรับความดัน, อุณหภูมิ
4. แหล่งปนเปื้อน (Contamination Source): จุดที่มีการ รั่วไหล, หก, พ่น, ฟุ้งกระจาย, ล้น, เลอะเปรอะเปื้อนของผลิตภัณฑ์, น้้ามัน, วัตถุดิบ, แก๊ส, ของเหลว และเศษผงต่าง ๆ
5. แหล่งที่มีข้อบกพร่องด้านคุณภาพ (Quality defect source): สิ่งแปลกปลอม, การช็อคการกระตุก(shock) , ความชื้น,ขนาดเม็ดสาร(Grain),ความเข้มข้น,ความหนืด,การหยุดเล็กๆน้อยๆ
6. รายการที่ไม่จำเป็นและไม่เร่งด่วน (Unnecessary & Non-urgent item): ปั๊มลม, พัดลม, ท่อต่าง ๆ เครื่องมือวัดต่าง ๆ, อุปกรณ์ไฟฟ้า, Jig, Fixture, Mold, Die, อุปกรณ์แก้ไขชั่วคราว-เทปกาว, เชือก, ลวด
7. สถานที่ ที่ไม่ปลอดภัย (Unsafety place) พื้นขรุขระ, ต่างระดับ, แตกร้าว, ชื้นแชะลื่น, บันไดไม่มีราวจับผุกร่อน, แสงสว่างไม่พอ, มีสารพิษ, สายสลิงทุ่นแรงต่าง ๆ ขาด อื่นๆ
ขั้นตอนในการทำ AM Step1 ประกอบด้วย 3 ขั้นตอนดังนี้
ขั้นตอนที่1)การเตรียมตัวและเตรียมข้อมูล แบบของเครื่องจักร, จัดทำแผนทำความสะอาดแบบตรวจสอบ, การจัดหาเครื่องมือ, อุปกรณ์ และ Tag
ขั้นตอนที่2)การลงมือการปฏิบัติตามแผน โดยนำแผนไปทำความสะอาดทุกซอกทุกมุมพร้อม ค้นหาจุดผิดปกติและเสื่อมสภาพพร้อมทำการแก้ไข รวมทั้งต้อง ค้นหาจุดยากลำบากและ แหล่งกำเนิดปัญหาไปพร้อมๆกับการ ติดTag หน้างาน
ขั้นตอนที่3)คือผลลัพธ์ที่ได้ รายการจุดผิดปกติและเสื่อมสภาพพร้อมทำการแก้ไข, รายการจุดยากลำบาก,รายการแหล่งกำเนิดปัญหา
การทำ AM Step 2: การกำจัดจุดยากลำบากและแหล่งกำเนิดปัญหา Eliminate Difficultly & Source of Condition มีจุดประสงค์ เพื่อ แก้ไขแหล่งกำเนิดปัญหาและจุดยากลำบาก โดยอาศัยเครื่องมือต่างๆทางไคเซ็น (karakuri kaizen, Autonomous Kaizen) , Visual Control, การป้องกันความผิดพลาดในการทำงาน Poka-yoke หรือ Mistake Proofing เป็นการปรับการแก้ไขปัญหาต่างๆให้ไม่เกิดซ้ำ ทำให้การทำงานต่างๆง่ายขึ้น ลดการฟุ้งกระจาย ลดการสะสม
การทำ AM Step 3 : การจัดทำมาตรฐานการบำรุงรักษาด้วยตนเองเบื้องต้น Basic Condition Standard มีวัตถุประสงค์ ต้องไม่ทำให้ความผิดปกติต่างๆทั้งที่เคยเกิด จะต้องไม่เกิดซ้ำ (Prevent Determinant) เป็นการรักษา Basic Condition รักษามาตรฐาน (รักษาความสะอาดและป้องกันจุดปกพร่อง) ด้วยวิธีพื้นฐานในการตรวจสอบด้วยสัมผัสทั้ง 5 ( ตา ดูตรวจสอบ, หู ฟังเสียง, ลิ้น สัมผัสรสชาติ, จมูดสูดดม และ กายสัมผัสความรู้สึก, Simple Tool เช่น Visual Control แถบวัดสี เพื่อทำให้การตรวจสอบทำได้ง่ายขึ้น
ข้อมูลที่นำมาใช้จัดทำมาตรฐาน 1) TPM Tag
2) ผู้เชี่ยวชาญ
3) Manual
4) ประสบการณ์
การทำ AM Step 4 : การอบรม ศึกษาหาความรู้เกี่ยวกับระบบและกลไกต่าง ๆ ของเครื่อง ซึ่งอาจจะรวมถึงหลักสูตรพื้นฐาน 6 Module โดยจะอยู่ในรูปแบบการสอนเป็นทางการ การสอนหน้างาน OJT ฯลฯ เพื่อให้พนักงานปฏิบัติได้อย่างถูกต้องถูกวิธี
การทำ AM Step 5 : Overall Inspection Diagnostic จุดประสงค์ การตรวจสอบเชิงลึก โดยหัวข้อตรวจสอบต่างๆต้องผ่านการวิเคราะห์ เช่น การรวบข้อมูลปัญหาในอดีตที่เคยเกิดขึ้น ไปวิเคราะห์กลไกล เพื่อค้นหาสาเหตุของปัญหาให้สาเหตุของปัญหาที่แท้จริง ซึ่งจะนำไปสู่การตรวจสอบเชิงลึก เพื่อเป็นการป้องกันปัญหา และการที่จะทำให้พนักงานมีทักษะสามารถตรวจสอบเชิงลึกได้นั้น พนักงานต้องมีความรู้ด้านนั้น ๆ จึงจะนำไปสู่การสร้างหลักสูตรการฝึกอบรมเฉพาะด้านต่างๆ ตัวอย่างเช่น การใช้เครื่องไมโครมิเตอร์, การใช้เครื่อง Thermos can ของระบบไฟฟ้า, เครื่องวัดความสั่นสะเทือน Vibration Meter เป็นต้น
การทำ AM Step 6 : การจัดทำมาตรฐานการบำรุงรักษาด้วยตนเอง ที่ครบถ้วนสมบูรณ์ ใน มาตรฐานการบำรุงรักษาด้วยตนเองเบื้องต้น ได้ถูกจัดทำขึ้นใน Step 3 แล้ว แต่ใน Step นี้ต้องมั่นใจได้ว่าเครื่องจักร จะได้รับการดูแลที่ครบถ้วนและสมบูรณ์มากที่สุด เป้าหมายต้องการให้เครื่องจักรผลิตได้อย่างต่อเนื่องและไม่มีของเสียเกิดขึ้นในกระบวนการผลิต
การทำ AM Step 7 : การปรับปรุงอย่างต่อเนื่อง นอกจากรักษาเครื่องจักรด้วยการบำรุงรักษาด้วยตนเองแล้ว เครื่องจักรต่างต้องต้องได้รับการพัฒนา เพื่อรักษาสภาพและเพิ่มประสิทธิภาพ เนื่องจากเครื่องจักรที่มีอายุการใช้งานมากขึ้น หากไม่ได้รับการพัฒนา การดูแลรักษาสภาพเพียงอย่างเดียวไม่เพียงพอที่จะทำให้ประสิทธิภาพเครื่องจักรเท่าเดิมหรือเพิ่มขึ้นได้ ดังนั้นจึงต้องมีการวางแผน ลงมือทำ ตรวจสอบ แก้ไขทำให้เป็นมาตรฐาน ด้วยหลัก PDCA อย่างต่อเนื่อง ถึงจะทำให้การทำ AM เกิดประสิทธิสูงสุด